 |
While vibratory finishing places emphasis on achieving batch-to-batch consistency and cost-effectiveness per component, Isotropic Finishing prioritizes flexible production of smaller lots. Centrifugal barrel finishing is a widely used method for achieving rapid processing of smaller batches with higher surface finishing requirements. Isotropic Finishing, as a term, refers to the process of creating a smooth surface with consistent physical characteristics in all directions. This process effectively removes peaks, grinding marks, and burrs from machining, casting, or grinding processes, resulting in a uniformly smooth surface throughout the entire part. |
3D Printed Parts Surface Finishing:Additive manufacturing processes used to create 3D-printed parts result in very rough surfaces that can take a long time to process using conventional vibratory finishing techniques. However, the isotropic finishing centrifugal barrel process significantly reduces the finishing time required while still achieving an industry-standard smooth surface. This makes it an efficient option for industrializing the production of 3D-printed parts without causing bottlenecks. |
 |
 |
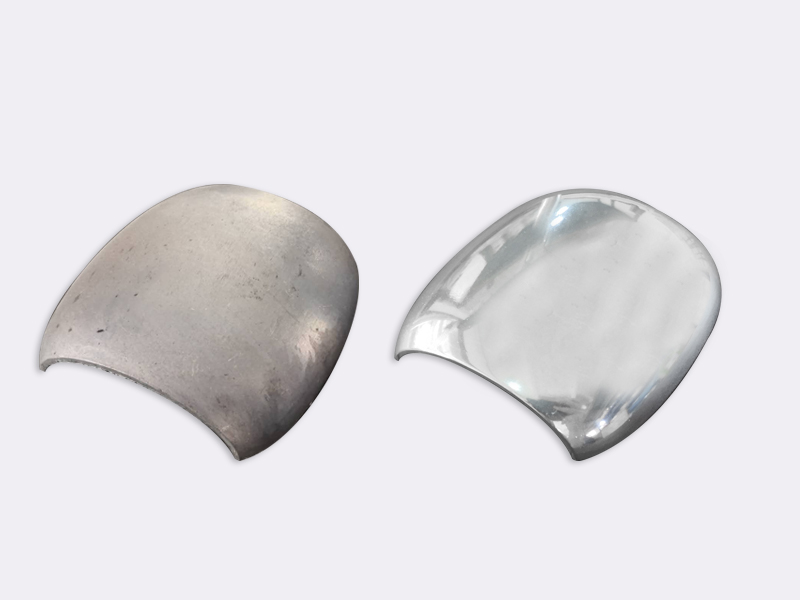
Titanium-Based Aerospace Turbine Blade:Titanium is a hard metal used for aerospace turbine blades, which are further hardened through heat exposure. Vibratory finishing techniques are time-consuming and unable to efficiently remove surface defects from the material. Isotropic finishing significantly shortens the finishing time required and removes any surface defects present. |
Medical Parts Deburring and Polishing:Medical parts have extremely high surface requirements that demand a high-quality and low-tolerance production process. These parts are typically made from tough Titanium alloys that require efficient processing. Centrifugal barrel finishing is a high-energy process that can quickly brighten the surface of parts and remove any imperfections, making it an ideal option for producing high-quality medical parts. |
 |
|
|
Multi-Step ProcessingOne of the major advantages of centrifugal barrel finishing is its multi-step processing capability, which allows for a step-by-step approach to surface finishing. For instance, using ceramic tumbling media to remove machining marks, followed by plastic tumbling media to further smooth the surface, and finally non-abrasive tumbling media to brighten the parts. This results in a fine-polished surface that meets the highest industry standards. |
Flexible ProcessingThe flexibility of centrifugal barrel finishing is another key advantage. With the ability to process different parts with different media in each of the four barrels, or even the same parts with different finishing stages, it offers unmatched customization and flexibility in production. |
 |
 |
Eliminate surface skewnessCentrifugal barrel finishing also eliminates surface skewness, a major problem in unfinished parts that have high surface peaks density above the mean line. By removing these positively skewed surfaces, the process offers more contacting area and improves parts' overall performance. |
Surface Texture PatternAnother significant advantage of isotropic finishing is the ability to change surface texture patterns. By using mass finishing media in a high-energy centrifugal barrel finishing process, the directional pattern of parts created during machining can be transformed into a random isotropic pattern. This results in improved parts wear and fatigue resistance over the long term. |
 |
 |
Residual Stress RemovalMoreover, residual stress removal is another key benefit of centrifugal barrel finishing. The process replaces the residual tensile stresses that typically develop during mechanical processes with compressive stress, resulting in longer-lasting parts that exhibit better tribological properties. |
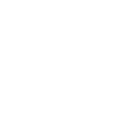
The benefits of isotropic finishing are not limited to a smoother and burr-free surface. In fact, the process can significantly extend parts' lifespan, as demonstrated by a spring treated with centrifugal barrel finishing that exhibited a lifespan of 400,000 cycles compared to 250,000 cycles for a spring processed with conventional vibratory finishing.
In this article, we have delved into the concept of Isotropic Finishing and its various applications. Isotropic finishing is primarily associated with the centrifugal barrel finishing process, which results in a uniform surface with consistent physical properties in all directions.
We have explored three significant applications of isotropic mass finishing, including post-processing of 3D parts, finishing of aerospace turbine blades, and medical parts.
Furthermore, we have highlighted five significant features and benefits of isotropic centrifugal barrel finishing. This process is versatile, multi-step, and can remove surface skewness, alter surface patterns, and improve the overall lifetime of parts.
With a high-energy process, this finishing method is gaining popularity, especially for fast processing and small lot sizes. It is also highly reliable and offers predictable results, making it a preferred choice for various industries.